
가스켓 & 패킹
전문 제조
고무, PTFE, 비석면, 그라파이트, 메탈 등 다양한 소재로
맞춤 가스켓을 제작합니다.

35년의 기술력,
5,000벌+의 목형

벌의 목형을 보유하고 있습니다
성진기업은 1991년 창업 이래 가스켓, 패킹, 고무성형 분야에서 35년간 한 길을 걸어온 전문 제조업체입니다.
서울 구로 본사와 경기도 부천 공장을 기반으로, 고무·PTFE(테프론)·석면 등 다양한 소재의 가스켓을 제조하고 있습니다. 자체 보유한 5,000벌 이상의 목형과 프레스 설비를 통해 소량 맞춤 제작부터 대량 생산까지 유연하게 대응합니다.
네이버 스마트스토어와 쿠팡 등 온라인 채널을 통해 전국 어디서든 편리하게 제품을 구매하실 수 있으며, 규격 외 특수 사이즈도 도면만 있으면 맞춤 제작이 가능합니다.
업력
보유 목형
온라인 채널
해외 직수입
유통마진 ZERO


성진기업은 가스켓 원자재를 해외 제조사로부터 직접 수입합니다.
중간 유통 단계를 완전히 제거하여 불필요한 유통마진 없이 합리적인 가격에 고품질 자재를 확보하고 있습니다. 이를 통해 고객에게 경쟁력 있는 가격과 안정적인 품질을 동시에 제공합니다.
유통마진 제거
해외 제조사 → 성진기업 직거래
품질 직접 관리
수입 단계에서 자재 품질 직접 검수
가격 경쟁력
중간 마진 없는 합리적 단가 제공
주요 제품
고무, PTFE, 비석면 등 다양한 소재의 가스켓과 패킹을 제조합니다. 규격품부터 맞춤 제작까지 모두 가능합니다.
 01
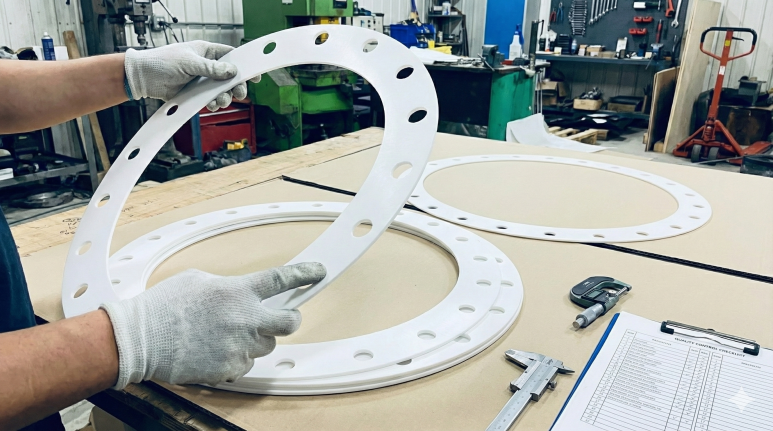
01플랜지 가스켓
JIS, ANSI 규격 대응. PTFE, 고무, 비석면 등 다양한 소재로 제작. 볼트홀 가공 포함.
 02
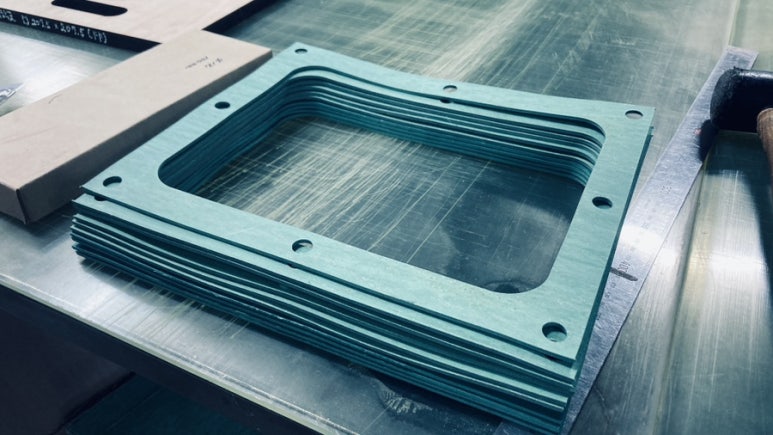
02맞춤 가스켓
도면 기반 맞춤 제작. 외경·내경·두께 자유 지정. 다양한 소재 대응 가능.
 03
03고무 시트 & 패킹
NBR, EPDM, 실리콘, 불소고무 등. 롤 단위 판매 및 재단 가공 서비스.
 04
04고무 성형품
프레스 성형을 통한 고무 부품 제작. 오링, 패킹, 특수 형상 성형 가능.
 05
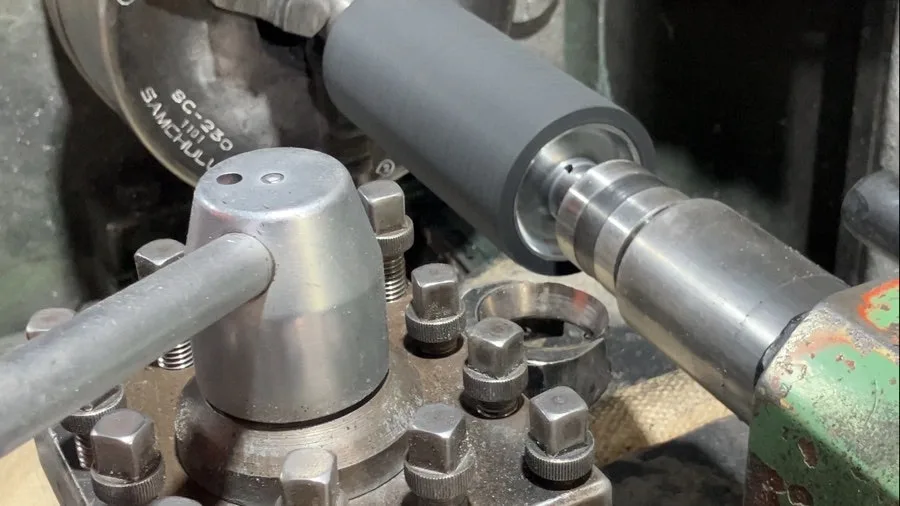
05고무롤러 코팅
산업용 롤러에 고무 라이닝·코팅 작업. NBR, 우레탄, 실리콘 등 용도별 소재 선택 가능.
제조 공정

소재 준비
고무, PTFE, 비석면 등 원자재를 규격에 맞게 준비하고 시트 형태로 가공합니다.

재단 & 가공
소재를 필요한 크기로 재단하고, 목형에 맞게 정밀 가공합니다.

목형 프레스
5,000벌의 목형 중 적합한 것을 선택하여 프레스 기계로 정밀 타발합니다.

검수 & 출하
치수 검사 및 품질 확인 후 포장하여 전국으로 출하합니다.
도면 기반 맞춤 제조
사용 중인 가스켓이나 도면만 보내주시면, 동일 규격으로 도면 작성부터 제조까지 원스톱으로 처리해 드립니다.

도면 & 샘플 접수
기존 가스켓이나 도면을 기반으로 정밀 측정 및 도면화

맞춤 가스켓 완성
동일 규격으로 대량 생산 — 반복 주문 시 목형 재사용 가능
샘플/도면 접수
사용 중인 가스켓 또는 도면을 보내주세요
도면 작성
정밀 측정 후 CAD 도면을 작성합니다
목형 제작
도면 기반으로 전용 목형을 제작합니다
가스켓 제조
프레스 타발로 동일 규격 가스켓을 생산합니다
도면이나 샘플 사진을 보내주시면 무료 견적을 안내해 드립니다
설비 현황

고정밀 가스켓 타발용 유압 프레스
35톤 프레스

고무 시트 롤링 및 권취 장비
리와인더

고무 시트 정밀 슬리팅 장비
슬리팅기 1호
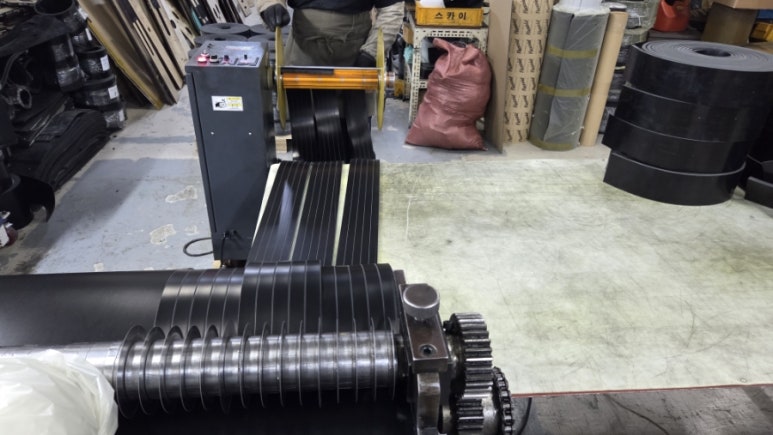
대형 고무 롤 슬리팅 전용 설비
슬리팅기 2호

FLEXCO EBC1-220 전동 벨트 커터
FLEXCO BELT CUTTER

고무 성형 전용 유압 프레스
고무성형 프레스기 1호
고무 성형 전용 유압 프레스
고무성형 프레스기 2호

SWG(Spiral Wound Gasket) 전용 와인딩 머신
스파이럴 와운드 가스켓 제조기

NURI CNC 가스켓 정밀 조각 장비
CNC 조각기

니치유 플래터 50 FX15BR · 1,350kg · 양고 3,300mm
전동 지게차

다양한 규격의 고무 성형용 금형 보유
압축성형 고무 금형 완비

온라인에서 바로 구매하세요
네이버 스마트스토어와 쿠팡에서 성진기업의 제품을 편리하게 구매하실 수 있습니다.
오시는 길
성진기업
대표: 신동수
사업자등록번호: 113-02-81977
팩스: 02-2633-3835
서울시 구로구 구로중앙로 198 D-29-119 (구로동, 공구상가D블록)
경기도 부천시 석천로 397 쌍용3차 102-106
공구상가 D블록 29동 119호